全国咨询电话:15954928969

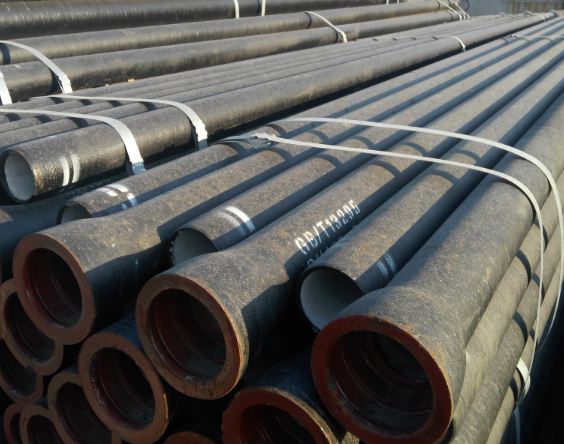
冷拔油缸钢管
冷拔精密油缸管的好处与弊端缺点经过冷拔之后,钢材内部的非金属夹杂物(首要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的功用大大恶化,并且有或许在焊缝缩短时出现层间撕裂。焊缝缩短诱发的部分应变常常抵达屈服点应变的数倍。
比荷载引起的应变大得多不均匀冷却构成的剩下应力。剩下应力是在没有外力作用下内部自相平衡的应力,各种截面的冷拔型钢都有这类剩下应力,一般型钢截面标准越大,剩下应力也越大。剩下应力虽然是自相平衡的,但对钢构件在外力作用下的功用仍是有必定影响。如对变形、稳定性、抗疲劳等方面都或许发作倒霉的作用。
冷拔油缸钢管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
Copyright © 2006-2021 xxbxg.com 聊城市众顺钢材有限公司 版权所有 主营:珩磨管,绗磨钢管,油缸管,气缸管厂家,液压油缸钢管
网站地图 | XML | 热门城市 | 城市地图 | 城市XML | Rss | TXT地图 | 在线人数:81
 技术支持:博达科技
技术支持:博达科技